一、RCO处理流程详解
废气收集与预处理
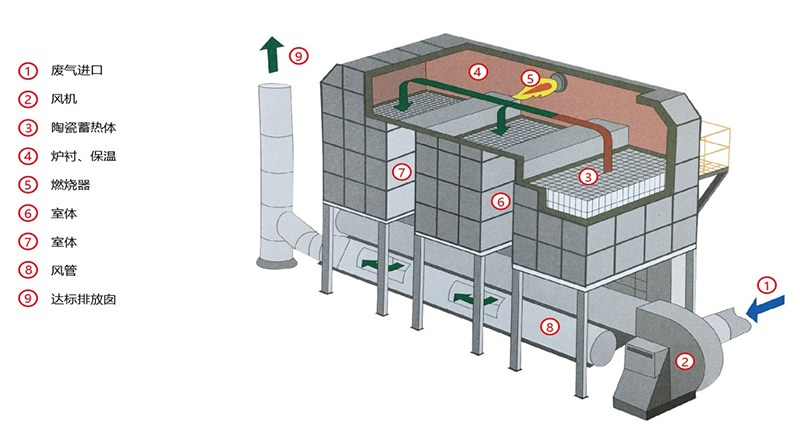
收集系统:通过管道将废气(如喷涂、印刷、化工等工艺产生的VOCs)集中输送至处理装置。
预处理:
过滤:去除粉尘、颗粒物(避免堵塞催化剂或蓄热体)。
除湿/降温:若废气湿度过高或温度超过设计值(通常需冷却至300℃以下),需调整至适合催化反应的工况。
蓄热室预热
蓄热体:陶瓷蓄热材料(如蜂窝陶瓷)吸收高温净化后的余热,储存热量。
预热过程:废气通过蓄热室1时,被蓄热体预热至200-400℃(接近催化反应温度),大幅减少后续燃料消耗。
催化氧化反应
催化燃烧室:预热后的废气进入催化床层(催化剂多为贵金属或金属氧化物)。
低温分解:在催化剂作用下,VOCs在250-400℃下氧化分解为CO₂和H₂O(传统燃烧需600℃以上),显著节能且减少氮氧化物生成。
热量回收与切换
热量再蓄存:净化后的高温气体进入蓄热室2,将热量传递给蓄热体,气体温度降至接近入口温度后排放。
阀门切换:通过自动控制阀门定期切换气流方向(如每5-10分钟),使两个蓄热室交替进行预热和蓄热,实现连续运行。
余热利用(可选)
回收的热量可用于工厂供暖、烘干工序或发电,进一步提升能源效率。
二、技术优势
高效节能:蓄热体回收95%以上热量,燃料消耗比直接燃烧减少70%-90%。
低温催化:反应温度低,安全性高,无二次污染(如NOx)。
适用性广:适合风量大、浓度低(通常<3g/m³)的VOCs废气。
自动化运行:PLC控制系统自动调节温度、阀门切换,操作简便。
三、典型应用场景
行业:汽车涂装、包装印刷、石油化工、制药、电子元件制造等。
污染物类型:苯系物、酮类、酯类、烷烃等有机废气。
四、注意事项
催化剂保护:避免废气含硫、磷、卤素等导致催化剂中毒的成分。
定期维护:清理蓄热体粉尘、监测催化剂活性(寿命通常2-5年)。
安全设计:设置防爆阀、阻火器,防止VOCs浓度过高引发燃爆风险。
RCO通过高效的热量循环和催化反应,在降低运行成本的同时实现高净化率(>95%),是当前VOCs治理的主流技术之一。